






Danh mục sản phẩm
Hỗ trợ trực tuyến
Tư vấn bán hàng
Hỗ trợ kinh doanh
Những yêu cầu khi gia công tiện ren và bảng giá dao ren ống rex
Gia công ren là một trong những công đoạn phổ biến trong ngành cơ khí, nó đảm bảo để các chi tiết rời rạc có thể liên kết với nhau trong quá trình hoàn thiện một sản phẩm. Để làm được điều đó đòi hỏi cần phải chọn loại dao tiện ren phù hợp với từng vật liệu tiện và công đoạn tiện mới đảm bảo mang lại hiệu quả cao. Hãy tham khảo những yêu cầu khi tiện ren, các phương pháp gia công tiện ren và bảng giá dao ren ống rex bao nhiêu để có thêm kinh nghiệm nhé!
1. Mục đích và yêu cầu gia công tạo ren
Mục đích gia công ren nhằm lắp chặt các chi tiết khi lắp ghép với nhau, đảm bảo độ kín khít và truyền động. Về yêu cầu khi gia công ren là phải đảm bảo độ chính xác của bước ren phải đảm bảo độ chính xác của bước ren, chiều dày ren trên đường kính trung bình, độ chính xác hình dạng của ren, độ nhẵn bóng sườn ren.
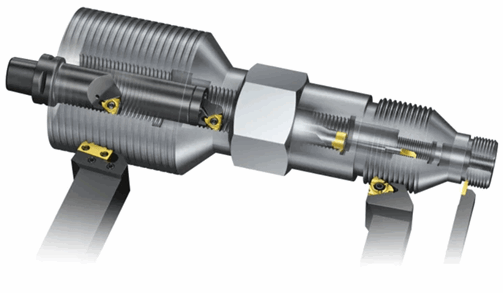
Dựa theo hình dạng, cấu tạo, có những loại ren phổ biến gồm ren trụ, ren côn (ren nón), ren ngoài, ren trong. Vì thế, lựa chọn dao tiện ren phù hợp với từng mục đích sử dụng là rất quan trọng, nó ảnh hưởng trực tiếp đến độ chính xác và hiệu quả của quá trình gia công tiện.
2. Bảng giá dao ren ống Rex các loại
|
Tên sản phẩm |
Hình dạng |
Góc |
Vật liệu |
Lớp phủ |
Giá |
|
Dao tiện ren ống NPT ¼ |
23mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT ½" - ¾" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 1" - 1½" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 1½" - 2" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 1"-2" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 1"-2" |
38mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 2½" - 3" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 2½" - 3" |
38mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 2½" - 3" |
27mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
|
Dao tiện ren ống NPT 2½" - 4" |
20mm |
60 độ |
Alloy/HSS |
HRC > 65 |
Liên hệ |
3. Các phương pháp gia công tiện ren hiện nay
Có 4 phương pháp chính để tạo ren bao gồm tiện, phay, cán, mài. Cụ thể:
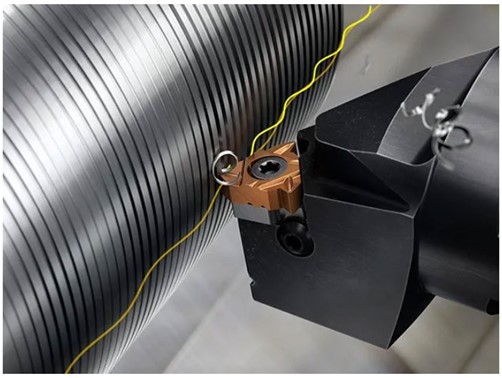
3.1. Gia công tiện ren
Gia công tiện ren là sử dụng loại dao ren chuyên dụng để tạo hình ren, yêu cầu là góc mũi dao phải hợp nhất với góc đỉnh ren. Khi tiện ren thường sẽ chia chiều sâu ren ra nhiều lần cắt để tạo ren hoàn thiện. Dựa theo tính chất của cắt ren hiện nay chia làm 3 phương pháp tiện ren gồm:
+ Phương pháp lấn dao
Lấn dao ngang: được thực hiện bằng cách đặt tay quay của bàn dao ngang bằng với chiều sâu cắt. Phương pháp này tương đối dễ thực hiện, thường dùng cắt các bước ren nhỏ.
Lấn dao dọc theo sườn ren: Phương pháp này thường được dùng để tạo các bước ren trung bình, nhược điểm là độ bóng bề mặt bị hạn chế.
Lấn dao kết hợp: khó thực hiện hơn 2 phương pháp trên, thường được dùng để gia công tiện ren có bước ren lớn, hình dạng đặc biệt như ren vuông, ren thang…Phương pháp này được người vận hành máy thực hiện luân phiên giữa lấn dao dọc và lấn dao ngang.
+ Phương pháp lùi dao
Lùi dao bằng cách thả đai ốc hai nửa và quay bàn dao dọc ở lượt quay về. Một điểm cần lưu ý trong phương pháp này là cần phải lùi dao theo hướng ngang sau đó mới lùi dọc.
Lùi dao bằng cách đảo chiều quay của máy. Điểm cần chú ý trong phương pháp lùi dao này là người vận hành máy cần chú ý để tắt động cơ đúng thời điểm, để chắc chắn dao cắt không lấn vào phần khác của chi tiết gia công, đồng thời phải lùi dao theo phương ngang.
+ Phương pháp cắt ren nhiều đầu mối
Phân độ bằng cách dịch chuyển dao dọc trục: Phương pháp thực hiện sẽ dựa trên nguyên tắc đường ren sau mỗi lần dịch chuyển dao dọc theo trục một lượng bằng bước ren nhờ vào tay quay ổ dao trên.
Phân độ bằng cách xoay vị trí ăn khớp của bánh răng thay thế: Phương pháp cắt ren này khá phức tạp, thực hiện bằng cách cắt tuần tự từng đường ren sau mỗi lần xoay chi tiết một góc, bằng cách thay đổi vị trí ăn khớp của bộ bánh răng thay thế.
Phân độ bằng dụng cụ phân độ: Phương pháp thực hiện bằng cách cắt từng đường ren sau mỗi lần xoay chi tiết một góc, nhờ vào một đĩa chia độ gá trên trục chính. Ưu điểm của phương pháp cắt ren này là có độ chính xác cao hơn.

3.2. Gia công phay ren
Phương pháp gia công phay ren đáp ứng được độ chính xác cao và năng suất cao. Phương pháp gia công phay ren cho phép tạo ra các đoạn ren có chiều dài ngắn, nhỏ hơn 2-3 lần đường kính ren, phay các đoạn ren có chiều dài lớn như: phay ren ngoài, ren trong, ren thang, vuông và răng cưa có chiều dài lớn.
3.3. Gia công cán ren
Phương pháp này thường sử dụng bàn cán phẳng để cán ren, dựa trên biến dạng dẻo của kim loại để tạo hình ren. Cán ren được sử dụng khá phổ biến khi cần gia công chi tiết ren với số lượng lớn, gia công bulong cường độ vừa và cao. Ưu điểm của bước gia công ren này là có thể gia công hàng loạt với thời gian ngắn, độ chính xác cao cũng như đảm bảo được độ bền của ren sau khi tiện.
3.4. Gia công mài ren
Mài ren là phương pháp gia công tinh, khi yêu cầu độ chính xác cao và gia công bề mặt ren đã qua nhiệt luyện.
3.5. Kiểm tra ren
Bước cuối cùng nhưng cũng rất quan trọng là kiểm tra ren. Cụ thể:
+ Kiểm tra riêng rẽ: kiểm tra calip ren, ren dụng cụ cắt, ren dụng cụ đo, những chi tiết có cấp chính xác cao.
+ Kiểm tra tổng hợp: áp dụng khi sản xuất hàng loạt.
Ngành gia công cơ khí là một ngành khá phức tạp và đòi hỏi tính an toàn khi sử dụng, vì vậy người thợ phải đảm bảo có tay nghề chuyên môn cao. Bên cạnh, lựa chọn đúng loại dao ren ống rex phù hợp đóng vai trò quyết định đến độ chính xác và tính thẩm mỹ khi gia công tiện ren. Hy vọng thông tin chia sẻ trên đã giúp bạn có thêm kinh nghiệm, mọi nhu cầu hãy bạn có thể tham khảo thêm tại website https://vnte.vn để có thêm thông tin hữu ích.
T.H
